我们的巨野 绗磨管Q355B缸筒多年实力厂家视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:巨野巨野 绗磨管Q355B缸筒多年实力厂家的图文介绍


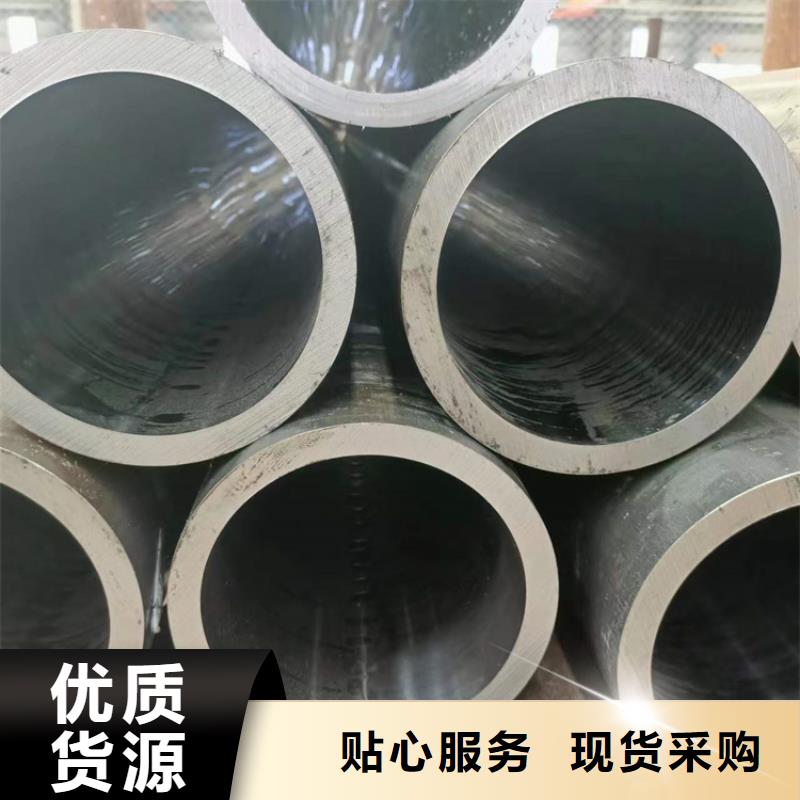
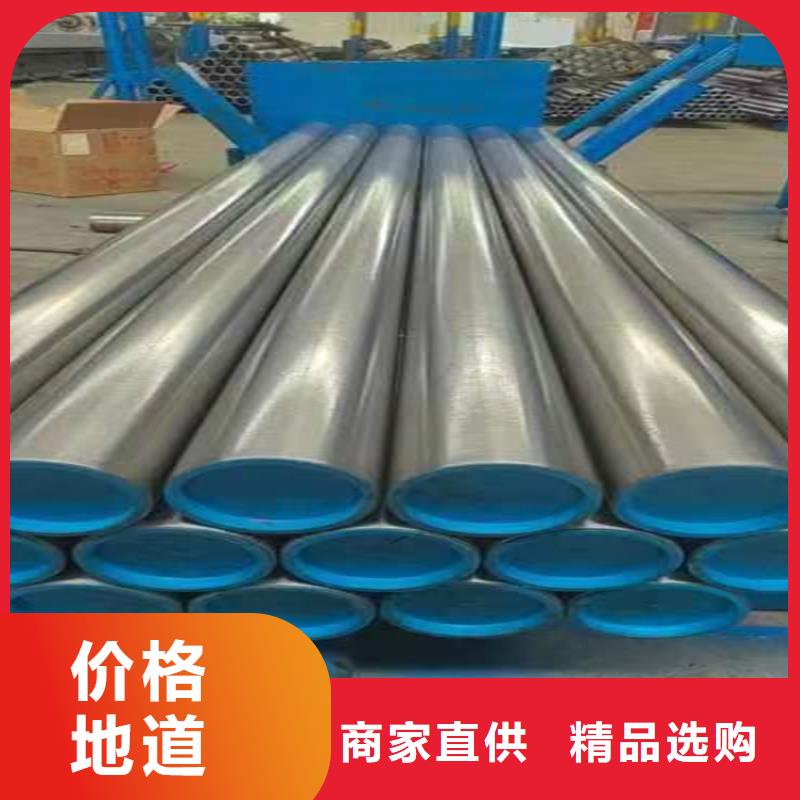
冷拔方式:生产高精度冷拔管──液压缸体与传统的切削工艺比较,绗磨管具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)正品率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。正品率只能达到60%左右,而用冷拔方法生产,正品率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



九冶管业有限公司专注(巨野) 本地 缸筒、行业多余年,公司自成立以来以实力占领市场、以诚信争取客户、以口碑树立信誉,从而使公司不断成长壮大社会知名度不断提高,在同行业中占有重要地位。
经营理念
我们公司一直以来都秉承“诚信为本用心服务”的合作经营理念,与客户一起携手并进,坚持不懈的努力、树立开放思维,设立合作共赢战略,整合公司所有的可利用资源为合作伙伴提供更多的支持和帮助,与合作伙伴共同分享市场成功营销经验及市场策略,让客户获得更多、更大的市场资源,从而实现合作共赢!
在未来,我们将继续努力,以不断创新为核心,加强人员队伍的建设,结合各资源,把公司的品牌推向!


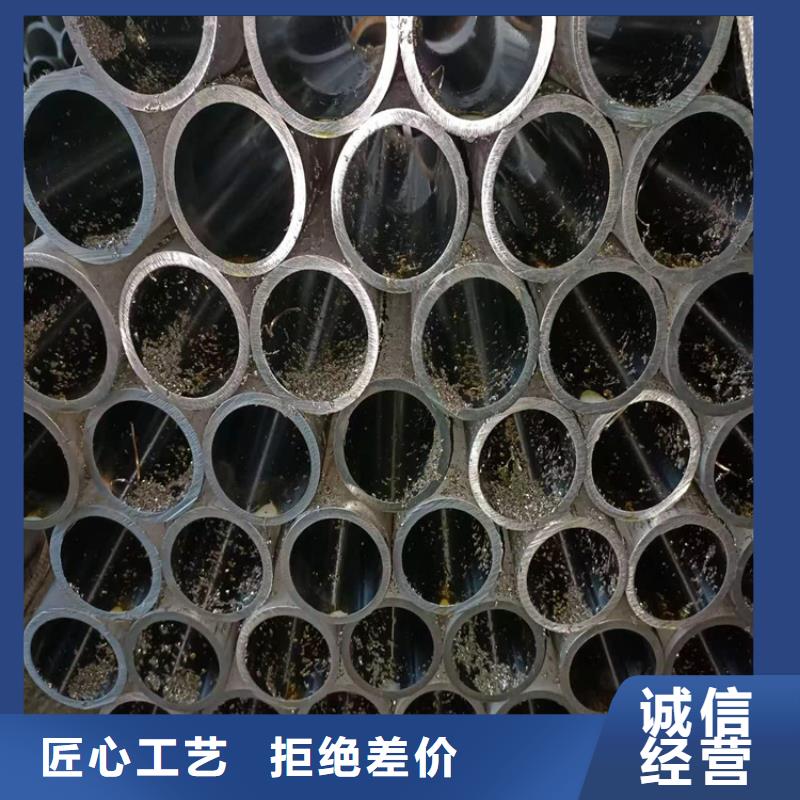
滚压是一种无切削的塑性加工方法。滚压加工是一种无切屑加工,绗磨管在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,珩磨管的生产工艺发展及工作原理简介珩磨管的生产一般要讲过复杂的过程和严格的检验才能出产,因为它是用于各种机械零件的生产上,所以对于珩磨管精度要求很高。随着科技的不断发展,珩磨管生产工艺在不断的进步完善,对于珩磨管生产效率的提高有很大的促进作用。为了使珩磨管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。



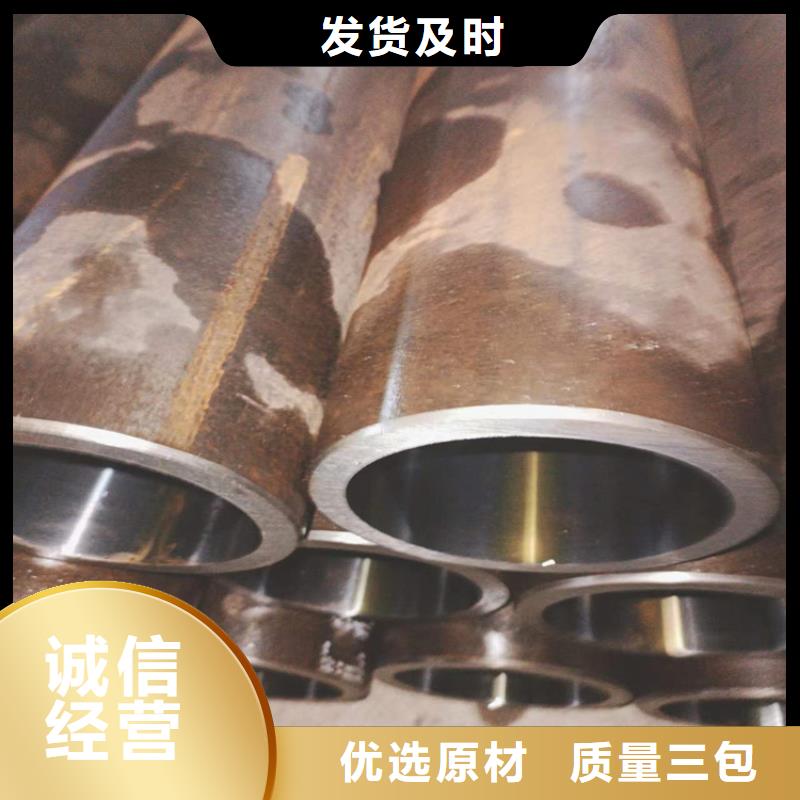
对于高精密珩磨管的生产工艺你又有多少了解高精密绗磨管正常的工作压为:0――12000PSI为了施工者的安全严禁超过此范围,而且必须头戴安面具、全帽,以及安全工作服以防万一,因为每一种产品没有 性的安全,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然安全性就降低了,那就该换新的。高精密珩磨管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



 扫一扫
扫一扫